一、X-Ray 检测技术原理与应用场景
1. 成像原理与技术优势
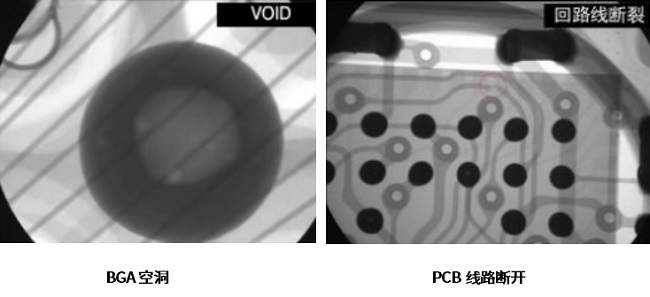
电子元器件 X-Ray 检测利用 X 射线穿透物体时的吸收差异成像。不同密度材料对射线的吸收率不同,高密度区域如金属焊点在底片上呈现亮色,低密度区域如气泡或空洞呈现暗色。该技术属于无损检测范畴,无需破坏样品即可观察内部结构,特别适用于封装后的集成电路、BGA 封装及 PCB 组装件。
相比传统光学检测,X-Ray 透视能发现隐藏在元件下方的焊接缺陷。高分辨率数字成像系统可放大细节,配合计算机图像处理算法,能够量化缺陷尺寸,为质量判定提供客观数据支持,避免人工目检的主观误差。
2. 核心应用场景
在半导体制造领域,X-Ray 检测用于晶圆 bump 结构检查及封装内部引线键合状态确认。在 PCB 组装环节,主要针对 BGA、CSP、QFN 等底部焊点阵列进行空洞率分析。此外,在失效分析阶段,该技术用于定位内部断裂、分层或异物,帮助工程师快速锁定故障根源,缩短研发迭代周期。
二、常见缺陷类型与判定标准
不同电子元器件对缺陷的容忍度存在差异,需依据行业标准进行判定。以下是 X-Ray 检测中常见的缺陷类型及其特征描述:
| 缺陷类型 | 成像特征 | 常见成因 | 风险等级 |
|---|---|---|---|
| 焊点空洞 | 焊球内部出现黑色圆形或不规则暗斑 | 回流焊温度曲线不当、焊膏氧化 | 高 |
| 虚焊/冷焊 | 焊点与焊盘之间界限模糊,接触面积不足 | 焊接温度不足、表面污染 | 高 |
| 桥连短路 | 相邻焊点之间出现异常连接亮斑 | 焊膏印刷偏移、用量过多 | 致命 |
| 内部裂纹 | 元件内部出现线性暗纹或断裂痕迹 | 机械应力、热冲击 | 高 |
| 异物夹杂 | 非设计区域出现高密度亮点 | 生产环境清洁度不足 | 中 |
判定标准通常参考 IPC-A-610 电子组件可接受性标准或客户特定规范。例如,BGA 焊点空洞率一般要求低于 25%,关键信号线区域要求更为严格。检测报告中需明确标注缺陷位置、尺寸及是否符合接收准则。
三、检测办理全流程解析
企业办理 X-Ray 检测需遵循规范流程,以确保测试效率与结果准确性。第三方检测机构通常按以下步骤执行:
- 需求沟通:明确检测对象、关注缺陷类型及依据标准。
- 样品寄送:确保样品包装防静电、防震,附带样品清单。
- 方案制定:工程师根据样品结构选择合适电压及放大倍数。
- 实施检测:操作设备进行扫描,采集关键部位图像数据。
- 数据分析:专业分析师解读图像,识别异常并量化缺陷。
- 报告出具:生成含图像证据与分析结论的正式检测报告。
整个周期通常在 3 至 5 个工作日内完成,加急服务可缩短至 24 小时。样品数量建议至少 3 至 5 pcs,以便进行一致性对比分析。若涉及失效分析,可能需要结合切片实验进行综合验证。
四、样品准备与报告解读要点
送检前的样品准备直接影响检测效果,企业需注意以下事项:
- 清洁处理:去除样品表面助焊剂残留,避免干扰成像。
- 标识清晰:在样品非检测区域标记编号,便于定位。
- 状态说明:提供样品生产批次及已知不良现象描述。
- 防护包装:使用防静电袋独立包装,防止运输损伤。
收到检测报告后,重点查看缺陷统计图表及典型缺陷图谱。报告中应包含检测参数设置说明,确保结果可复现。对于不合格项,建议结合工艺参数进行反向排查,必要时进行二次复检确认改进效果。
五、检测价值与质量把控
实施 X-Ray 检测不仅是满足客户审核要求,更是企业内部质量控制的重要手段。通过早期发现内部缺陷,可避免不良品流入市场,降低售后赔偿风险。数据积累有助于优化焊接工艺参数,提升直通率。定期抽检能监控供应商来料质量,确保供应链稳定性。将无损检测纳入常规质检流程,是电子制造企业提升核心竞争力的必要举措。
关于深圳晟安检测
深圳晟安检测作为第三方综合检测机构,拥有先进的 X-Ray 无损检测设备及专业分析团队。公司具备完善的失效分析与成分检测能力,可提供从微观结构观察到宏观性能测试的一站式服务。实验室配备高分辨率成像系统,支持 2D 及 3D 断层扫描,确保检测数据精准可靠。技术团队熟悉 IPC 及 GB 各类标准,能为企业提供定制化检测方案与整改建议。
欢迎联系专业工程师获取详细检测方案与报价,助力企业把控产品质量与安全。