红墨水试验:让BGA焊点裂纹“无处藏形”的终极利器
在BGA、CSP等面阵列封装器件的焊接质量评估与失效分析中,X-Ray难以清晰捕捉细微裂纹,切片分析又只能观察单个截面。如何才能快速、直观、完整地展现焊点内部裂纹的三维分布?红墨水试验(Red Dye Penetrant Test)以其独特优势,成为解决这一难题的“终极判官”。深圳晟安检测结合丰富实践经验,为您深度解析这项经典而强大的分析技术。
一、为何选择红墨水试验?
与其他方法相比,红墨水试验具有不可替代的价值:
| 对比方法 | 主要局限性 | 红墨水试验优势 |
|---|---|---|
| X-Ray检测 | 对平行于射线的微裂纹、未润湿(NWO)不敏感。 | 利用毛细作用渗入任何开口裂纹,无论方向。 |
| 切片分析 | 破坏性,仅显示单个截面信息,可能错过裂纹。 | 破坏性,但展现整个焊点界面裂纹的完整形貌。 |
| 其他无损检测 | 设备昂贵,对结果解读要求高。 | 成本低,操作相对简单,结果直观,便于追溯失效根源。 |
核心价值:不仅判断“是否开裂”,更能清晰显示“在哪里开裂”、“开裂面积有多大”,为分析失效模式(如机械应力、热疲劳、枕头效应等)和划分工艺责任提供直接证据。
二、红墨水试验标准流程
试验基于液体染料的渗透原理,主要分为五步:
- 切割(如需):将待测BGA从大型PCBA上分离,便于浸泡。
- 渗透:将样品完全浸入红色染料中,在真空或加压条件下促进染料渗入焊点内部的所有裂纹和缝隙。
- 清洗与烘干:彻底清洗样品表面残留染料并烘干,确保只有渗入缺陷内部的染料被保留。
- 分离:使用机械工具(钳子、热风枪辅助)将BGA元件从PCB上强行剥离。良好的焊点会从焊球最弱处(球颈)断裂,而有裂纹的焊点会沿裂纹面分开。
- 观察与判定:在体视显微镜下观察PCB焊盘和BGA元件焊球表面的染色情况。被染红的区域即代表开裂的界面。
三、典型失效模式的染色形貌与预判逻辑
深圳晟安检测工程师依据以下逻辑链对结果进行深度分析:
1. 裂纹位置是首要线索
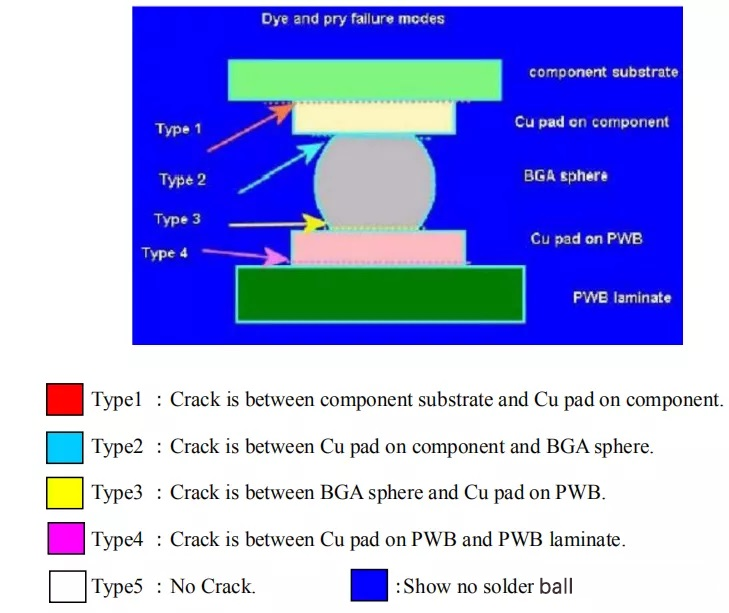
BGA焊点的几种典型开裂位置示意图
- 裂纹在锡球与BGA载板之间:
- 检查BGA载板焊盘有无“焊盘剥离”(Lift-off)。若有且染红,可能是BGA基板质量或焊盘附着力问题。
- 若无剥离,则可能是BGA侧焊球氧化或污染导致的界面结合弱。
- 裂纹在锡球与PCB焊盘之间:
- 检查PCB焊盘有无剥离。若有且染红,指向PCB制造质量或焊盘设计/附着力问题。
- 若无剥离,且断面平整,可能为“黑盘”或润湿不良(NWO)。
- 裂纹在锡球内部(球体断裂):观察断面形貌。若为光滑圆弧状,可能与“枕头效应”(HIP)有关;若为粗糙不平状,则更可能由外部机械应力(如弯曲、冲击)导致。
2. 综合工艺背景进行根源推断
- 枕头效应(HIP):通常因回流焊时BGA或PCB局部翘曲,导致部分焊球未与对面焊盘接触熔合,冷却后形成“头对头”的分离界面。断面常光滑。
- 未润湿开焊(NWO):焊盘或焊球氧化、污染,导致液态焊料无法形成良好冶金结合。
- 机械/热应力开裂:在分板、测试、组装或后续温度循环中,因CTE不匹配或外部受力导致焊点疲劳开裂。裂纹多位于应力集中处。
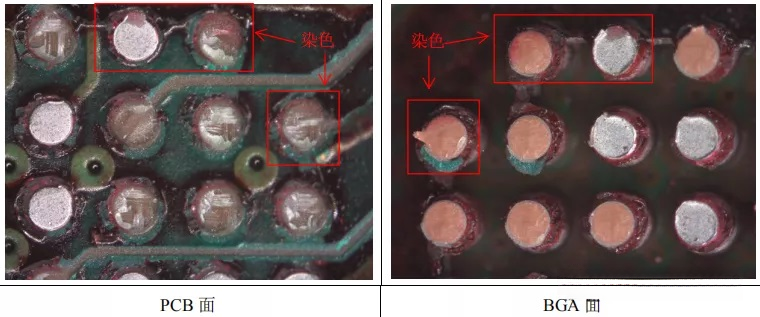
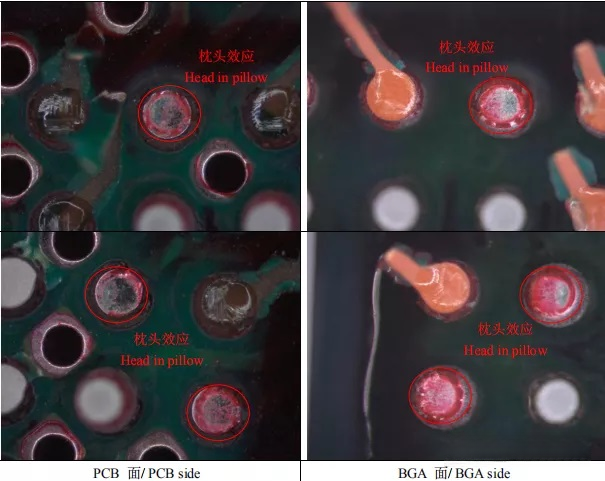
典型失效案例:焊点界面开裂(左)与枕头效应(右)
四、红墨水试验的适用性与局限性
适用:主要用于评估BGA、CSP、LGA等面阵列封装以及QFN等周边封装器件的焊接质量与失效分析。
局限性:属于破坏性试验;对于已经完全开路(裂纹很宽)的焊点,染料可能无法有效保留;需要经验进行结果解读。
五、选择深圳晟安检测
我们的失效分析团队精通红墨水试验及后续的深度分析(如SEM观察断面、EDS分析污染)。我们不仅能提供清晰的染色图片和开裂统计,更能结合您的工艺背景,给出关于失效模式、根本原因及工艺改进方向的专业建议。这项技术常与X-Ray、切片分析等互为补充,构成我们强大的电子组装可靠性测试与失效分析能力的一部分。
当焊接质量疑云重重时,让红墨水试验为您拨云见日,找到确凿的证据。