
一、什么是PCB可焊性测试?
在电子制造业中,印制电路板(PCB)的可焊性直接关系到电子产品的可靠性与使用寿命。可焊性不良可能导致焊点虚焊、冷焊等缺陷,进而引发设备早期失效,造成严重的经济损失。作为深圳晟安检测的核心服务之一,我们依据国际标准J-STD-003C,通过专业的边缘浸焊测试,为客户提供精准、可靠的可焊性评估服务。
可焊性的重要性
金属表面被熔融焊料润湿的特性称为可焊性。对于PCB而言,良好的可焊性意味着:
- 焊料能够均匀、连续地覆盖焊盘或导体表面
- 形成可靠的冶金结合
- 确保焊点长期稳定工作
- 降低电子产品在使用过程中的失效风险
二、J-STD-003C标准详解
J-STD-003C是由IPC(国际电子工业联接协会)发布的权威可焊性测试标准,适用于锡铅和无铅(如SAC305)焊料合金。该标准明确了多种测试方法,其中边缘浸焊测试专门用于评估PCB表面导体和连接盘的边缘润湿性能。
| 测试方法 | 适用对象 | 测试目的 |
|---|---|---|
| 边缘浸焊测试 | 表面导体、连接盘 | 评估边缘润湿性,模拟波峰焊边缘接触 |
| 波峰焊测试 | 镀覆孔、表面导体、连接盘 | 全面评估波峰焊工艺适应性 |
| 表面贴装模拟测试 | 表面导体、连接盘 | 验证SMT工艺可焊性 |
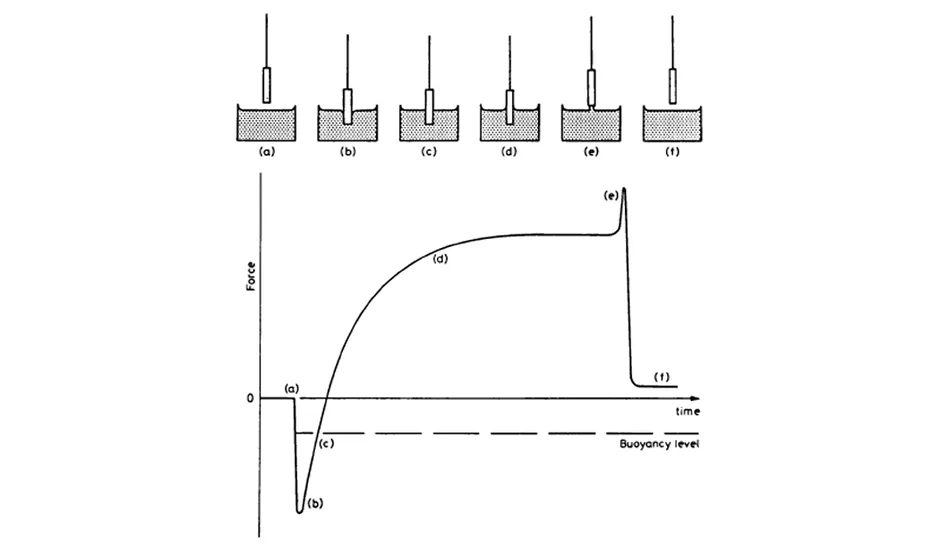
| 润湿称量测试 | 表面导体、连接盘 | 定量测量润湿力和速度 |
三、边缘浸焊测试全流程解析
作为深圳晟安检测的标准化测试流程,边缘浸焊测试严格按照以下步骤执行:
3.1 样品准备与预处理
样品制备是确保测试准确性的第一步:
- 样品选取:选取PCB典型代表区域,建议尺寸不超过50mm×50mm
- 清洁处理:避免手直接接触待测表面,防止油脂、汗液污染
- 边缘处理:裁切后去除边缘毛刺,确保边缘平整
- 环境适应:测试前样品需冷却至室温(约23±5℃)
- 特殊注意:除非与客户特别约定,禁止对样品进行烘烤预处理
3.2 测试参数标准化设置
| 关键参数 | 标准要求 | 允许公差 |
|---|---|---|
| 焊料合金 | SAC305 (Sn96.5Ag3.0Cu0.5) | 可协商其他无铅合金 |
| 助焊剂类型 | 2号标准活性松香助焊剂 | 严格按标准配比 |
| 焊接温度 | 255℃ | ±5℃ |
| 浸入深度 | 25.0mm | ±2.0mm |
| 浸入时间 | 10.0秒 | ±0.5秒 |
| 浸入角度 | 小于90°(推荐70°) | 保证助焊剂排气和焊料流入 |
3.3 测试操作要点
在深圳晟安检测的实验室内,技术人员严格执行以下操作规范:
温度验证:使用高精度数显温度计实测锡槽25mm深度处温度,确保实际温度在250-260℃范围内,而非仅依赖设备显示温度。
助焊剂应用:采用专用刷具均匀涂覆助焊剂,随后以标准角度倾斜样品,去除多余助焊剂,确保涂层均匀且厚度一致。
浸焊操作:使用自动浸焊装置,以25.0±2.0mm/s的恒定速度将样品倾斜浸入熔融焊料中,浸入过程保持平稳,避免振动或晃动。
凝固处理:样品以相同角度从焊料中提出,在空气中自然凝固,期间不得有任何扰动。
四、测试结果判定标准
4.1 接受/拒收标准
在10倍体视显微镜下观察,按照以下标准进行判定:
接受标准:每个被测表面至少有95%的面积呈现良好润湿。剩余5%面积允许存在分散的小针孔、轻微退润湿或表面粗糙,但缺陷不得集中在一个区域。被评定区域内不允许出现不润湿和暴露金属基材等现象。
评定区域排除:不评定每个试样距其底部边缘3.2mm以内的区域以及试样夹具接触区域。
4.2 常见缺陷类型分析
| 缺陷类型 | 视觉特征 | 潜在原因 | 改善建议 |
|---|---|---|---|
| 不润湿 | 焊料完全无法附着,基材金属暴露 | 表面严重氧化、有机污染、镀层质量差 | 优化储存条件、改进表面处理工艺 |
| 退润湿 | 焊料先润湿后收缩,形成不规则边缘 | 表面微观污染、镀层孔隙率过高 | 加强清洁工艺、控制镀层质量 |
| 润湿不良 | 润湿面积不足95%,有聚集性缺陷 | 表面处理工艺不稳定、存储条件不当 | 建立严格的工艺控制体系 |
五、深圳晟安检测的技术优势
作为专业的第三方检测机构,深圳晟安检测在PCB可焊性测试领域具备以下核心优势:
5.1 专业资质与标准符合性
- 权威认证:获得CNAS(中国合格评定国家认可委员会)、CMA(中国计量认证)等权威资质
- 标准覆盖:严格遵循J-STD-003C、IPC-A-610、GB/T等国内外标准
- 国际接轨:测试方法和判定标准与国际主流要求保持一致
5.2 先进的检测设备
- 高精度控温系统:采用PID精确控温焊料槽,温度稳定性达到±1℃
- 自动浸焊装置:确保浸入速度、角度和深度的精确控制
- 专业观察设备:配备高分辨率体视显微镜和数码成像系统
5.3 经验丰富的技术团队
我们的技术团队拥有多年PCB失效分析经验,能够:
- 准确解读测试结果,识别潜在风险
- 提供针对性的工艺改进建议
- 协助客户进行根本原因分析(RCA)
- 制定预防性质量控制方案
六、实际应用案例分享
案例:汽车电子PCB批量焊接不良分析
客户背景:某汽车电子制造商在批量生产中发现,30%的PCBA在波峰焊后出现润湿不良问题。
问题分析流程:
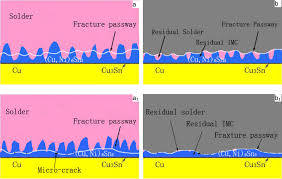
- 初步检测:采用边缘浸焊测试,发现ENIG(化学镀镍浸金)焊盘存在局部不润湿现象
- 深入分析:通过扫描电镜(SEM)和能谱仪(EDS)分析,确认镍层存在”黑盘”缺陷
- 根本原因:化学镀镍工艺中磷含量控制不当,导致镍层磷含量异常(超过12%)
- 解决方案:建议客户优化化学镀镍工艺参数,将磷含量控制在7-9%范围
改善效果:工艺调整后,重新进行边缘浸焊测试,可焊性通过率提升至99.5%,批量生产不良率降至0.3%以下。
七、测试注意事项与建议
关键提醒:
- 温度验证:必须实测焊料内部温度,而非仅依赖设备显示值
- 样品代表性:确保测试样品能够代表整个批次的质量水平
- 表面处理差异:不同表面处理(HASL、ENIG、OSP、ImSn等)的润湿特性存在显著差异,需针对性评估
- 存储条件影响:PCB的存储时间、温度和湿度都会影响可焊性,测试前需记录存储条件
7.1 不同表面处理的测试要点
| 表面处理类型 | 可焊性特点 | 测试注意事项 |
|---|---|---|
| HASL(热风整平) | 润湿性好,但厚度不均 | 关注边缘爬锡高度均匀性 |
| ENIG(化学镍金) | 平整度高,但易产生黑盘 | 重点关注镍层质量,防止磷含量异常 |
| OSP(有机保焊膜) | 成本低,但保存期短 | 严格控制测试时间,避免过期测试 |
| ImSn(化学浸锡) | 润湿性良好,易氧化 | 测试前检查表面氧化情况 |
八、为什么选择深圳晟安检测?
一站式检测解决方案
深圳晟安检测不仅是专业的第三方检测机构,更是您可靠的技术合作伙伴。我们的服务贯穿产品研发、生产控制和品质保证的全过程:
- 前期研发支持:新材料、新工艺的可焊性评估
- 生产过程监控:定期抽样测试,确保生产稳定性
- 质量问题分析:快速响应,提供专业的失效分析服务
- 持续改进建议:基于测试数据的工艺优化方案
核心业务范围:配方分析,失效分析,化学材料检测,第三方检测机构,成分分析,可靠性测试
服务承诺:我们承诺为客户提供准确、可靠、高效的检测服务,所有测试均遵循严格的质量控制体系,确保数据的科学性和权威性。
通过专业的边缘浸焊测试,深圳晟安检测帮助众多电子制造企业提升了产品质量和可靠性,降低了因焊接不良导致的市场风险和售后成本。我们期待成为您在质量保障领域最值得信赖的合作伙伴。