从断裂喷嘴看激光焊接质量:热裂纹失效的深度分析与工艺防错
激光焊接以其能量集中、变形小、精度高等优点广泛应用于精密制造。然而,其快速加热冷却的特性也带来了特有的焊接缺陷风险,如热裂纹。本文通过深圳晟安检测对一款失效的激光焊接喷嘴的分析,深入解读激光焊接热裂纹的产生机理,并为高可靠性焊接结构的设计与工艺控制提供关键指导。
一、案例背景:一个导致功能丧失的裂纹
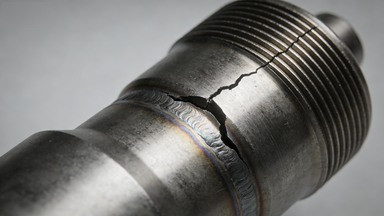
某激光焊接喷嘴在工作中丧失雾化功能,拆解发现导流片在焊缝处发生断裂,导致介质泄漏。失效直接威胁到设备的正常运行与工艺稳定性。
二、专业失效分析流程
1. 宏观与断口分析
裂纹位于内侧焊缝中心,沿圆周扩展约2/3。断口分析显示,大部分区域呈现光滑的柱状晶形貌,无塑性变形痕迹,晶界结合脆弱。仅在靠近外表面的小部分区域观察到韧窝,表明该处有一定强度。
这种沿柱状晶晶界开裂、形貌光滑的特征,是典型的焊接凝固裂纹(热裂纹)表现。
2. 金相组织与硬度分析
切片金相观察揭示了更深层的问题:
- 组织缺陷:焊缝由垂直于中心线生长的粗大柱状晶贯穿,这种组织力学性能具有方向性,横向结合力弱。
- 工艺缺陷:焊缝根部存在明显的未焊透现象,这不仅减少了有效承载面积,更在根部形成了尖锐的应力集中点。
硬度测试显示焊缝硬度低于母材,成为整体结构的强度薄弱环节。
三、失效机理深度解读:激光焊接热裂纹是如何产生的?
激光焊接熔池凝固极快,晶粒沿温度梯度方向(垂直于熔合线)择优生长,形成粗大的柱状晶。在凝固末期,低熔点的共晶物和杂质(如S、P)被排斥到晶界,形成液态薄膜。此时,焊缝金属冷却收缩产生拉伸应力。
当收缩应力大于被液态薄膜削弱的晶界结合力时,就会沿晶界撕开,形成凝固裂纹。本案中,未焊透的根部缺口极大加剧了应力集中,促使裂纹在该处萌生并沿脆弱的柱状晶晶界扩展。
四、系统性改进方案:超越“调参数”的维度
| 改进维度 | 具体措施 | 预期效果 |
|---|---|---|
| 接头设计与准备 | 1. 确保焊透:重新评估板厚与激光功率的匹配性,必要时设计微小坡口,确保根部熔合。 2. 优化装配间隙与夹持,确保贴合紧密。 | 消除未焊透缺陷,减少应力集中,增加接头有效承载面积。 |
| 焊接工艺优化 | 1. 调整热输入:在保证焊透的前提下,优化功率、速度、离焦量,获得合适的深宽比,避免过热。 2. 采用脉冲激光或摆动焊接,打碎粗大柱状晶,细化焊缝组织。 3. 优化保护气体(类型、流量),改善熔池流动与保护效果。 | 细化晶粒,改善组织性能,减少杂质偏聚。 |
| 材料控制 | 严格控制母材及焊丝(如使用)中的S、P等杂质元素含量。 | 从源头上减少形成晶界液态薄膜的低熔点物质。 |
| 工艺验证与监控 | 1. 对新工艺进行金相切片验证,确认焊透率与组织状态。 2. 对量产件进行定期的无损检测(如渗透检测)抽检。 | 确保工艺稳定性,提前发现潜在缺陷。 |
五、深圳晟安检测的专业支持
焊接失效分析是一门结合材料科学、力学与工艺学的综合学科。深圳晟安检测的失效分析团队在此领域具有深厚积累:
- 专业的分析手段:我们不仅进行宏观检查,更通过扫描电镜(SEM)进行高清断口分析,结合金相显微镜观察微观组织,并辅以硬度测试等,对焊接接头的质量进行全面“体检”与“病理诊断”。
- 准确的模式判断:我们能够准确区分热裂纹、冷裂纹、疲劳裂纹等不同失效模式,这是制定正确改进措施的前提。本案中精准识别“凝固裂纹”是找到正确解决方向的关键。
- 实用的工艺改进建议:我们的分析报告不局限于失效原因,更能结合行业最佳实践,为客户提供从设计、材料到工艺参数的系统性、可落地的改进方案,帮助客户实现工艺能力的真正提升。
激光焊接的质量,藏在微观组织与缺陷之中。当您的精密焊接产品出现失效时,深圳晟安检测愿以专业的成分分析与失效分析能力,助您洞察秋毫,打造坚不可摧的焊接接头。