
压扁试验:检验管材工艺性能与内在质量
压扁试验(Flattening Test)是一种用于评估圆形横截面金属管(尤其是无缝钢管和焊接钢管)塑性变形能力并暴露其潜在缺陷的标准工艺试验。它将一定长度的管段试样置于两个平行压板之间,在径向施加压力,将管壁压扁至规定的两板间距(压扁距)。通过观察试样在变形过程中的行为及变形后的外观,可以综合检验管材的塑性、评估其承受扁平化加工的能力,并能有效地揭示出焊缝质量、内外表面缺陷以及材料内部的夹杂、分层等问题。
试验原理与过程
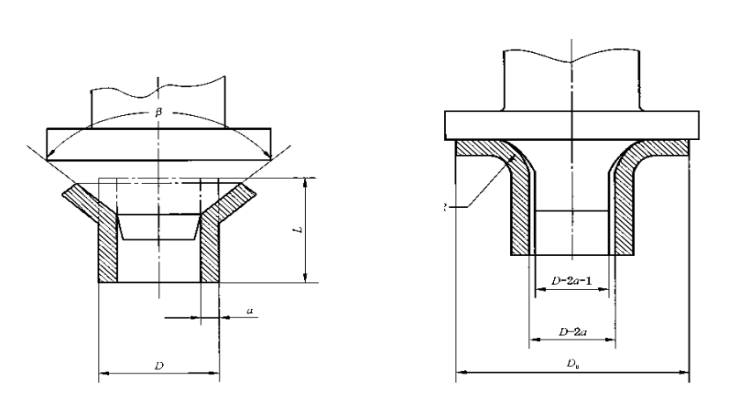
试验在万能试验机或压力机上进行。将管状试样水平或垂直放置于两平行压板之间,焊缝位置需根据产品标准要求置于特定方向(如受力最大处)。然后,以可控的速率(通常≤50mm/min,争议时≤25mm/min)对试样施加径向压力,直至两压板间的距离达到规定值H(压扁距)。卸除载荷后,取出试样,用肉眼检查受弯曲变形的区域(主要是焊缝及附近区域)是否有裂纹、裂缝、焊缝开裂或过大的表面皱折等缺陷。
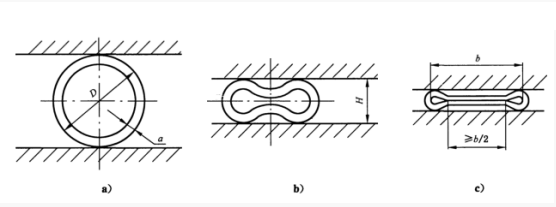
压扁试验示意图:H为压板距离,b为压扁后试样内宽度
关键参数:压板距离(H)的确定
压扁距H是试验的核心参数,决定了试验的严酷程度。它通常由产品标准根据管材的外径(D)和壁厚(t)通过公式给出。常见公式形式为:
H = (1+e) * t / (t/D + e)
或简化为:H = a * t (其中a为常数,如0.07, 0.08, 0.09等,由标准规定)
其中:
H = 压板距离 (mm)
t = 钢管公称壁厚 (mm)
D = 钢管公称外径 (mm)
e = 变形系数(与钢种有关)
H值越小,要求管材被压得越扁,对塑性要求越高。
试样要求与试验条件
- 试样长度:通常为管外径的1~1.5倍,但不小于10mm,不大于100mm。可从管材任意部位切取。
- 端部处理:试样棱边允许倒圆或倒角,以减少应力集中。若试验结果满足要求,也可不做处理。
- 试验温度:一般室温(10℃~35℃)下进行。控制条件下为23℃±5℃。
- 焊缝位置:对于焊接管,除非另有规定,焊缝应置于与施力方向成90°的位置(即受最大弯曲应力处)。
应用领域与目的
| 行业 | 典型管材 | 测试目的 |
|---|---|---|
| 石油、天然气输送 | 无缝管线管、焊接管线管 | 检验管材在铺设、修复过程中可能承受径向挤压时的塑性,并暴露焊缝缺陷。 |
| 锅炉与压力容器 | 低中压锅炉管、换热器管 | 评估管材在胀管、弯管等制造工艺中的成形能力,确保工艺安全性。 |
| 机械结构用管 | 结构用无缝钢管、方矩形焊接管 | 作为材料验收的塑性指标,确保其在后续加工(如压扁连接、局部成形)中的可靠性。 |
| 焊接管质量评估 | 直缝焊管、螺旋焊管 | 重点检验焊缝金属的塑性与母材的匹配性,以及是否存在未焊透、夹渣、裂纹等缺陷。 |
遵循的测试标准
深圳晟安检测的压扁试验服务严格遵循:
- GB/T 246-2017 《金属材料 管 压扁试验方法》
- ISO 8492:2013 《Metallic materials — Tube — Flattening test》
- ASTM A370-24 (包含管材压扁试验方法)
- GB/T 2653 (焊接接头压扁试验方法,适用于小直径管)
深圳晟安检测的压扁试验服务价值
通过我们的专业测试,您可以:
- 验证管材塑性合规性:确认采购的管材是否满足相关产品标准(如API, ASTM, GB)对压扁性能的要求。
- 评估焊接质量:对于焊接管,压扁试验是检验焊缝综合性能(强度、塑性、致密性)的有效手段。
- 预防加工失效:在将管材用于需要压扁、锻平等加工前,预先评估其工艺适应性,避免生产损失。
- 辅助失效分析:若管材在运输、安装或使用中发生异常压扁或开裂,可通过标准试验对比分析,查找原因。
选择深圳晟安检测,为您管材的“柔韧”品质提供权威认证。