
铸铁件焊接工艺评定:攻克“难焊材料”的工艺验证
铸铁(包括灰铸铁、球墨铸铁、可锻铸铁等)因成本低、铸造性能好、减震性强被广泛应用,但其焊接性极差,被誉为“难焊材料”。焊接时易产生白口组织(硬脆)、淬硬马氏体、热应力裂纹及冷裂纹。成功的铸铁焊接(主要用于缺陷修复、破损件挽救或与异种金属连接)高度依赖于经过验证的特殊工艺。GB/T 44841-2024(等同采用ISO 15614-3)《非合金及低合金铸铁焊接工艺评定试验》为此提供了标准化的验证框架。深圳晟安检测依据此标准,为铸铁的修复焊、补焊提供关键的工艺评定服务。
评定试验的全面性要求
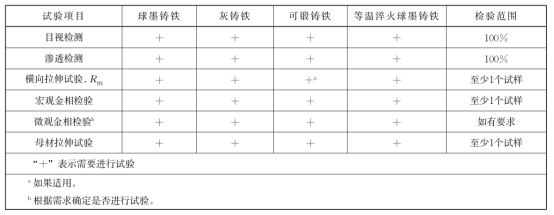
铸铁焊接评定需全面考核接头的抗裂性、力学性能和加工性。标准规定了详细的试验项目矩阵,通常包括:
- 外观检查(VT):检查焊缝成形及表面裂纹。
- 无损检测:渗透检测(PT)或磁粉检测(MT)用于检查表面裂纹;对于重要部件,可能要求射线检测(RT)检查内部缺陷。
- 力学性能试验:
- 拉伸试验:测定接头强度,对于铸铁,强度匹配是关键。
- 弯曲试验:评估接头的塑性变形能力,对铸铁焊缝是严峻考验。
- 硬度测试:这是铸铁焊接评定的核心项目。需在接头横截面上系统测量焊缝、熔合区、热影响区及母材的硬度,以评估白口层和淬硬区的程度。
- 金相检验:
- 宏观金相:观察熔合情况、裂纹走向及宏观组织。
- 微观金相:至关重要。用于鉴别焊缝和热影响区的微观组织(如石墨形态、基体组织、是否存在莱氏体共晶白口、马氏体等),是判断工艺优劣的直接证据。
铸铁焊接评定的核心挑战与关注点
- 预热与缓冷:为防止快冷产生白口和马氏体,通常需要较高的预热温度(200-600℃)和焊后保温缓冷。评定工艺必须明确并严格执行温度控制。
- 焊接材料选择:常用的有镍基焊条、铁基焊条及同质铸铁焊条。不同焊材获得的焊缝组织、硬度、颜色及加工性差异巨大。评定前对焊材进行化学成分分析有助于预判其性能。
- 焊接方法与工艺:通常采用小电流、短弧、分段跳焊等工艺以减少热输入和应力。
- 裂纹敏感性:铸铁焊接头对热应力和组织应力裂纹极为敏感。所有检测都应重点排查裂纹。
依据的标准
- GB/T 44841-2024 《非合金及低合金铸铁焊接工艺评定试验》(等同采用ISO 15614-3:2008)。
- ISO 15614-3:2008 Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 3: Fusion welding of non-alloyed and low-alloyed cast irons。
深圳晟安检测的深度分析与技术支持
我们深知铸铁焊接的复杂性,提供的不只是标准符合性检验,更是工艺诊断与优化服务:
- 全方位的硬度与金相分析:提供清晰的硬度分布云图和高清微观组织照片,精确标注白口层厚度、热影响区宽度及各区域硬度值,为工艺评价提供直观数据。
- 组织鉴别与性能关联分析:凭借丰富的金相分析经验,准确鉴别焊缝中的镍基奥氏体、铁素体、马氏体等组织,并解释其与硬度、强度、加工性的关系。
- 裂纹缺陷深度诊断:一旦发现裂纹,我们将进行:
- 裂纹路径与起源分析:通过金相追索裂纹是起源于熔合线白口层、热影响区还是焊缝内部。
- 断口分析(如可能):判断裂纹性质(冷裂纹、热裂纹)。
- 微区成分分析(EDS):分析裂纹处是否存在有害元素偏析。
基于分析结果,明确指出是预热不足、焊材选择不当、还是焊后冷却过快导致的问题。
- 加工性评估建议:根据硬度测试结果和微观组织,评估焊后区域的机械加工难易程度,为客户后续处理提供参考。
一次成功的铸铁焊接工艺评定,是对一套精心设计的修复方案的最终确认,能显著提高铸铁件修复的成功率与耐久性,具有极高的经济价值。



