
对接焊缝与角焊缝工艺评定:焊接结构完整性的基石
对接焊缝(坡口焊缝)与角焊缝是金属结构中最基本的两种连接形式。焊接工艺评定是通过制备代表性试件并进行严格检验,以证明焊接工艺能够生产出具备所需力学性能和冶金完整性的接头的系统性验证过程。对于钢结构、铝结构、压力设备及各类承重机械而言,符合标准的焊接工艺评定是确保设计安全、满足法规要求(如CE、PED、ASME认证)和进行高质量生产的先决条件。深圳晟安检测依据国际主流标准,提供全方位的对接焊缝和角焊缝工艺评定服务。
焊缝类型简述
- 对接焊缝:在两个焊件的坡口面之间,或一个焊件的坡口面与另一焊件表面之间焊接的焊缝。通常要求全焊透,以实现与母材等强的连接。
- 角焊缝:沿两焊件交角(通常为直角)边缘焊接的焊缝,常见于T型接头和搭接接头,主要用于传递剪切力。
评定试验项目详解(以ISO 15614-1钢焊板为例)
| 焊接试件类型 | 示意图 | 试验项目 | 检测比例/数量 | 备注/标准 |
|---|---|---|---|---|
对接焊缝试件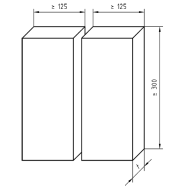 | 外观检查(VT) | 100% | 检查焊缝成形、表面缺陷。 | |
| 渗透(PT)或磁粉检测(MT) | 100% | 检测表面及近表面缺陷。 | ||
| 超声(UT)或射线检测(RT) | 100% | 检测内部体积型及面积型缺陷。 | ||
| 横向拉伸试验 | 2个 | 测定焊接接头抗拉强度及断裂位置。 | ||
| 横向弯曲试验 | 4个(2面弯+2背弯) | 评估焊缝及热影响区的塑性。 | ||
| 夏比V型缺口冲击试验 | 2组(焊缝、热影响区) | 评定焊接接头在低温或动态载荷下的抗脆断能力。 | ||
| 硬度测试 | 按要求(剖面) | 依据ISO 9015-1,测定硬度分布,评估硬化或软化倾向。 | ||
| 宏观金相检验 | 1个 | 检查焊透情况、内部缺陷、焊缝形状。 | ||
| 微观金相检验 | 1个(铝合金适用) | 观察显微组织,评估热处理效果或发现微观缺陷。 | ||
角焊缝试件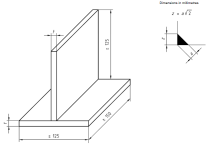 | 外观检查(VT) | 100% | 检查焊脚尺寸、焊缝连续性、表面缺陷。 | |
| 渗透(PT)或磁粉检测(MT) | 100% | 检测表面开口缺陷。 | ||
| 超声(UT)或射线检测(RT) | 100% | 仅适用于要求全焊透的角焊缝。 | ||
| 硬度测试 | 按要求(剖面) | 依据ISO 9015-1。 | ||
| 宏观金相检验 | 2个 | 检查焊喉厚度、熔深、根部熔合情况,以及有无内部裂纹、未熔合。 | ||
| 微观金相检验 | 1个(铝合金适用) | 观察显微组织。 |
注:具体试验项目与数量需依据所采用的评定标准、母材材质与厚度、接头设计等最终确定。
常用评定标准体系
我们可根据您的产品目标市场或客户要求,执行以下任一标准体系的评定:
- 国际标准:ISO 15614-1(钢、镍及镍合金),ISO 15614-2(铝及铝合金)。
- 美国标准:AWS D1.1(钢结构),AWS D1.2(铝结构),AWS D1.6(不锈钢),ASME Section IX(压力设备)。
- 其他地区标准:EN ISO 15614-1(欧洲),AS/NZS 1554.1(澳大利亚/新西兰)。
- 中国行业标准:NB/T 47014(承压设备),SY/T 0452(石油管道)。
我们的服务流程与优势
深圳晟安检测依托在材料检测与失效分析领域的综合实验室能力,提供高效、专业的评定服务:
- 前期咨询:协助您选择合适的评定标准,确定工艺变素范围(母材、厚度、焊接方法等)。
- 全程执行:从试件焊接见证、无损检测、试样加工到力学性能、金相、硬度测试,一站式完成,确保流程连贯、数据可追溯。
- 深度分析与支持:若评定试验中出现不合格项(如冲击功低、弯曲开裂),我们可启动失效分析程序,通过断口分析、金相组织分析和微区成分分析,帮助定位问题根源(如焊接材料问题、热输入不当、未焊透等),并提出切实的工艺改进建议。
- 报告与认证支持:出具符合标准格式的焊接工艺评定报告(PQR),并可协助编写焊接工艺规程(WPS),为您通过各类工厂审核和产品认证提供坚实技术文件支撑。
一份权威的焊接工艺评定报告,是您向客户证明产品质量与安全性的最佳技术名片。



