微小器件的“站立”难题:0201元件立碑失效的深度解析
随着电子产品向微型化发展,0201、01005等超小型片式元件被广泛应用。然而,其微小的尺寸也带来了独特的工艺挑战,“立碑”就是其中最常见的一种焊接缺陷。深圳晟安检测通过一个PCBA上贴片电感发生立碑的实际案例,系统性地揭示了这一失效背后的关键因素。
失效现象:规律性的小元件翘起
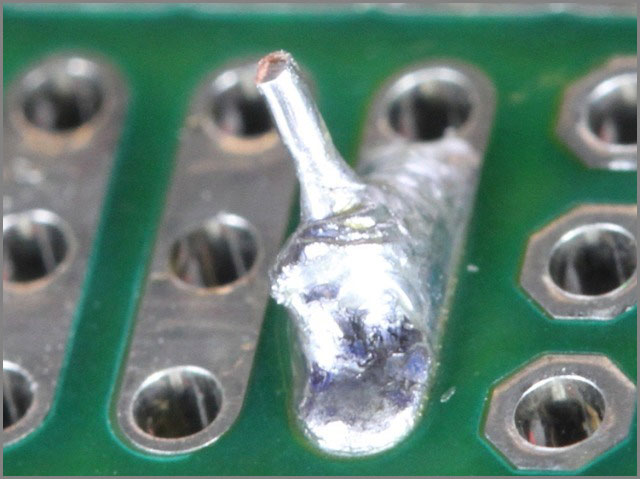
客户反馈某PCBA上多块板卡出现功能开路失效。经检查,失效均源于板上0201封装的贴片电感发生“立碑”——即元件一端焊接在焊盘上,另一端翘起,形成类似墓碑的形状。失效位置呈现一定的规律性。
系统性排查,逐项排除疑点
面对立碑问题,可能的诱因众多。我们遵循标准分析流程,逐一进行验证:
1. 排除焊盘污染
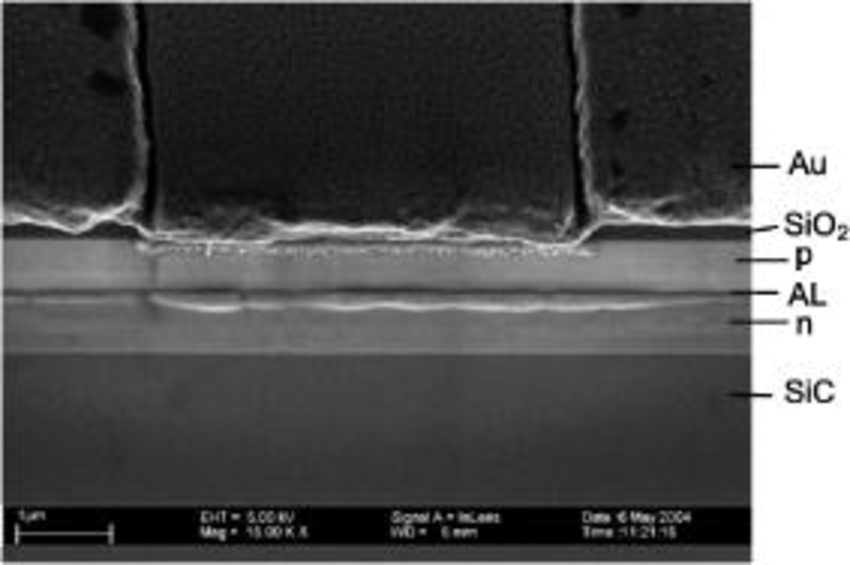
将立碑器件从PCB上剥离,对PCB焊盘和器件焊端进行清洗前后的SEM/EDS分析。结果显示界面主要成分为助焊剂残留(C, O, Sn)和正常的金属元素(Ni, Cu),未发现氧化、污染等异常元素。这表明焊盘的可焊性良好,污染不是主因。
2. 排除器件焊端问题
对同批次的器件物料进行分析。表面形貌正常,镀锡层完整,厚度(2.5-2.8µm)符合要求。通过润湿平衡法进行可焊性测试,虽然结果符合标准,但不同器件之间的润湿曲线(T0, T1, Fmax)存在较明显差异,说明器件焊端的上锡能力存在不一致性。
3. 排除焊膏印刷与回流问题
对焊点进行切片分析,未焊接端底部存在完整纯锡层,说明焊膏量并非严重不足。回流焊温度曲线分析显示,其符合无铅工艺标准要求,排除了严重偏离工艺窗口导致的热输入失衡。
4. 关键发现:尺寸匹配性分析
这是本案分析的转折点。我们对立碑器件进行切片,并精确测量其焊端内距(元件两焊端内侧之间的距离)和PCB上对应焊盘的内距(两焊盘内侧之间的距离)。
测量结果令人震惊:器件焊端的内距(约0.30mm)显著大于PCB焊盘的内距(约0.25mm)。这意味着,当器件放置在焊盘上时,其两个焊端并不能完全落在焊盘中央,而是有向内侧“悬空”的趋势。
失效机理:表面张力平衡的破坏
立碑的本质是回流焊接时,元件两端焊膏熔化产生的表面张力不平衡。当一端张力大于另一端时,就会将元件拉起旋转。本案中,两大因素共同导致了这种不平衡:
- 内距不匹配(主导因素):由于器件内距大于焊盘内距,器件放置后,其焊端与焊盘的重合面积可能不对称,或导致焊膏在熔化前被部分挤压。回流时,两端焊膏熔融、铺展的面积和形状会产生差异,从而产生不平衡的润湿力。
- 器件可焊性差异(加剧因素):器件焊端上锡能力的不一致,进一步放大了两端焊膏熔化、浸润的速度和最终形态的差异。可焊性稍差的一端,熔融焊料对其的润湿力会更小,更容易被另一端“拉起来”。
深圳晟安检测的结论与工艺优化建议
结论:0201电感立碑的主要原因是器件焊端内距与PCB焊盘内距设计不匹配,叠加器件焊端可焊性存在差异,共同导致了回流过程中两端润湿力不平衡。
基于此,我们提供了具体、可落地的工艺改善建议:
| 改善方向 | 具体措施 | 作用原理 |
|---|---|---|
| 钢网设计优化 | 采用钢网内切设计。将钢网开孔的内侧间距缩小,使印刷到焊盘上的焊膏内距小于器件内距约10µm。这可以补偿内距差,确保器件放置后焊膏被均匀覆盖。 | 从焊膏沉积形态上主动创造平衡的润湿条件。 |
| 回流曲线微调 | 优化炉温曲线,如适当提升预热后阶段的温度,减小7、8温区(回流区)的温差,使元件两端焊膏能更同步地熔化、浸润。 | 减少因热容差导致的焊膏熔化时间差,促进受力平衡。 |
| 供应链协同 | 将精确的焊盘设计尺寸(Gerber数据)提供给器件供应商,要求其保证器件焊端尺寸(特别是内距)在更严格的公差范围内,或共同评审设计的匹配性。 | 从设计源头上避免尺寸不匹配问题。 |
我们的专业能力
深圳晟安检测在处理微电子组装工艺缺陷方面经验丰富。我们不仅进行常规的失效分析,更擅长运用精密测量、可焊性测试等可靠性测试方法,量化分析工艺参数与物料特性。通过这种系统性的方法,我们能够帮助客户从“试错”模式转向“数据驱动”的工艺优化,有效解决立碑等疑难工艺问题,提升直通率与产品可靠性。